Welcome to Sino Bearings web
24x7 HOTLINE:+86-28-81454188

 TECHNOLOGY
TECHNOLOGYSave costs and reduce environmental footprint
The packaging industry is growing steadily. One of the key driver is the increasing need for packaging material. With more stringent hygiene regulations in the European food sector and changing consumer profiles, smaller packaging units are required. The number of single households, especially in large cities, continues to rise at a fast rate, which means that consumers purchase smaller quantities.
To save resources, i.e. material, as well as energy costs in the production process, measures are put in place to boost product quality while increasing the efficiency of production plants. The integration of web monitoring systems in the operating production process is a prime example of such measures. Linear array cameras, for instance, scan every square centimetre of the product to ensure that material containing inclusions or folds is rejected and not delivered to the customer.
Roll misalignment produces rejects
Figure 1 shows examples of such folds in plastic foils. On closer examination of these longitudinal folds it appears that they follow a particular direction. On the left (Fig. 1) the folds follow a downward direction in the plane of projection. On the right, the direction is clearly upward. This is the result of a force perpendicular to the actual production direction, causing the web to move up or down and creating folds. But where can such a force come from and, more importantly, how can it be avoided?
A common aspect of all web handling installations is that the materials are guided over numerous rolls throughout the production process. Therefore, all forces generally occurring as part of the process are generated by the rolls. Figure 2 shows how misalignment of the rolls can lead to transverse forces perpendicular to the production direction.

Fig. 1: Examples of folds in plastic films
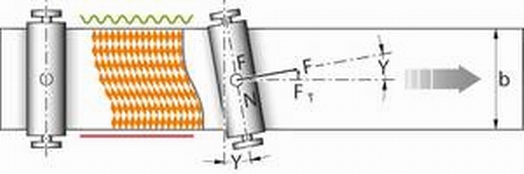
Fig. 2: Schematic depiction of the distribution of forces on the web in the case of a misaligned roll in the production process
The schematic depiction of a roll (Fig. 2) that is not perpendicular to the production process illustrates how the transverse force comes about as a result of the incorrect distribution of forces. This transverse force causes distortion of the material web, shown here by the rhombus pattern. Figure 1 (right side) shows the same effect in a real situation, with the folds also having an irregular rhombus pattern.
In addition to the unwanted folds, the longitudinal sides are also asymmetrical, as shown by the red and green lines. Although it does not directly disrupt the film manufacturing process itself, it does cause problems in the subsequent processing steps. Due to asymmetrical winding of the film, it prevents straight running of the web.

Fig. 3: Extrusion plant: source Fotolia_popov48
Good machine alignment, and roll alignment in particular, is essential to achieve maximum efficiency of the production in the packaging industry. With modern production machines running faster with larger working widths, this has even become a key requirement. The rise in speed and working widths increases the risk of folds and the production of rejects.
Good roll alignment throughout the entire installation requires a complete measurement of all the rolls involved in the web handling process. Until recently, this was a very difficult task, since only optical and mechanical procedures were available. Both methods are very time consuming and take up a great deal of space in the machines. Due to structural reasons, it is often not possible to get the required direct line of sight from one roll to the next. Today, PARALIGN provides an inertial measurement system that allows roll parallelism measurements in a fraction of the time needed by conventional measurement methods.
Roll parallelism in record time
The solution is based on a measurement technology originally developed for the aerospace industry: High-precision angular measurements by means of ring laser gyroscopes. These laser gyroscopes measure the rotation angle around their axis of rotation with a resolution of 4 µm/m. If three laser gyroscopes are arranged so that their axes of rotation map our three-dimensional spatial coordinate system (x, y, z), the generated inertial measurement unit can identify its relative position in space. This method is used for aircraft navigation, and even the space shuttle founds its way back to earth based on the same navigational technology. But how can this technology be used for determining roll parallelism? Figure 4 (left) shows the PARALIGN measurement system and the internal laser gyroscopes (in blue) with their axes of rotation (in red).

Fig. 4: PARALIGN measuring
If the inertial measurement system is placed on the roll and moved along its surface over an angle of at least 20° (Fig. 4, right), the internal data generated by the device can be used to calculate the roll’s exact axis of rotation. Conducting such measurements on several rolls allows comparing their axes of rotation.
One can easily understand that this type of measurement offers unparalleled speed and ease of use. It requires no peripheral equipment, such as lasers, mirrors, prisms, etc. All you need is to establish temporary contact between the measuring device and the object being measured. The precision of the measurement is just as convincing as the user-friendly protocols generated. The measurement data is sent by wireless connection to a laptop computer, where the report is automatically generated. This automatic process eliminates user errors, e.g. during reading and entering of data in the report.
Figure 5 shows an example for a laminating machine. The measurement report shows the side view of the system from the operator side, represented by the green dots. The red dots schematically depict the roll positions on the machine side. The roll designated R68 in blue is the reference roll. It is perpendicular to the plane of projection. To align the rolls they must be moved by the vertical and horizontal correction values given.

Fig. 5: Section of a PARALIGN report of a laminating machine
Complete laminating machine aligned in 8 hours
In this case, complete measurement and alignment of the entire machine, with more than 200 rolls, was completed within one 8-hour shift, including verification of the measurements. No other measurement system can produce comparable results in the same time. After the complete alignment of the machine, the product quality improved substantially and rejects were reduced to a minimum. A positive side effect of the alignment was a significant improvement of the procedure for changing products and reduction of the setup times.
Also beneficial for gravure machines
Not only extrusion and laminating machines can benefit from the improved efficiency with PARALIGN. The subsequent production steps, such as package printing, can also be positively influenced. Register problems, for example in gravure machines, are often responsible for rejects. In most cases, this is also due to insufficient roll alignment. Figure 6 shows a section of a gravure machine with numerous non-parallel rolls. Because of the high web paths, production was impossible with this machine. Characteristic of this case is that almost all of the misalignments are located in the upper section of the machine, which is difficult to reach with conventional measurement methods. This was no problem with PARALIGN since the rolls only have to be physically accessible, with no need for an optical or mechanical connection between them.

Fig. 6: Section of a PARALIGN report of a gravure machine
It took only one working day to measure, align and verify the entire machine with four printing units, including a winder and unwinder. Figure 7 shows the machine section from Figure 6 after alignment. Production could resume smoothly and the procedure for changing products was improved.

Fig. 7: Section of the machine shown in Figure 6 after alignment
Every web handling system, from the manufacture of semi-finished products to finishing, can benefit from the positive effects of properly aligned rolls. The novelty is that entire machines can now be measured and aligned during a normal maintenance shutdown.
An innovation of the PRÜFTECHNIK Group.
Author:
Engineer, M.Sc.
Christian M. Reidler
PRÜFTECHNIK Alignment Systems GmbH
85737 Ismaning, Germany
www.pruftechnik.com
KMK BEARINGS





