Welcome to Sino Bearings web
24x7 HOTLINE:+86-28-81454188

 TECHNOLOGY
TECHNOLOGYby Mr. Wang Mingzhou – Zhejiang XCC Group Co.
The new energy passenger car transmission bearings include tapered roller bearings, cylindrical roller bearings, deep groove ball bearings, angular contact bearings and four point contact bearings, as shown in Figure 1.

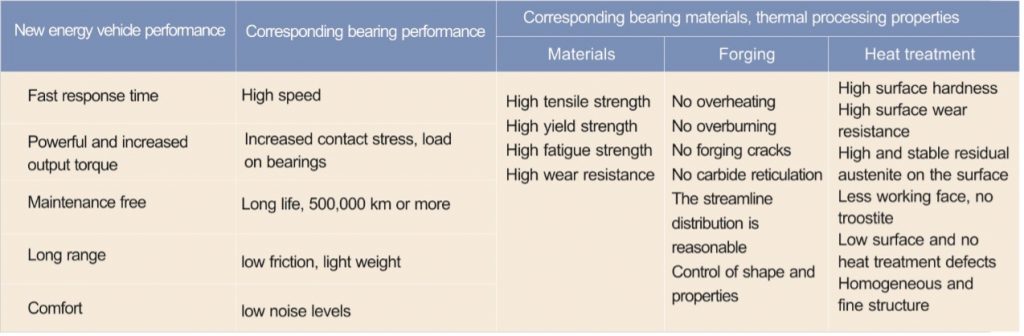
New energy vehicle bearings working characteristics are high speed, high load, low friction, low noise and long life, in order to adapt to the new energy vehicle bearings working characteristics, the corresponding bearing materials, heat treatment processing characteristics are shown in Table 1.
In order to improve the bearing life of new energy vehicle gearboxes, in addition to using computer simulation software to simulate the design of the bearing structure, the bearing raceways are optimized for low friction design and microscopic shaping to reduce early failure due to stress concentration. In addition to simulating the internal stress graph of the bearing, calculating the maximum contact stress, friction torque and technical parameters such as stiffness, efficiency and preload, it is necessary to control the key factors that determine the life of the bearing such as materials and heat treatment processing technology.
Material quality control
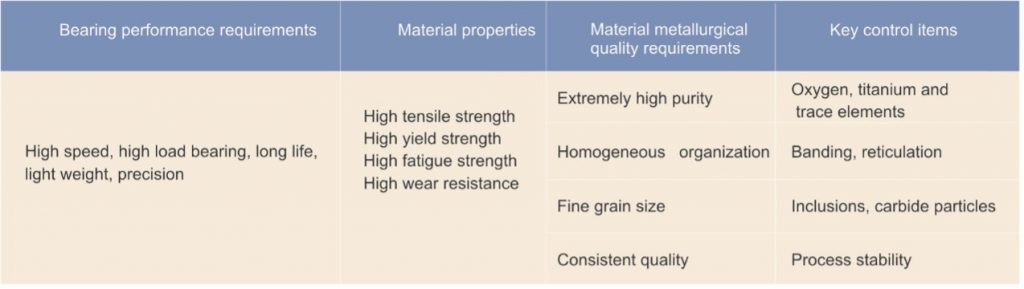
The new energy vehicle transmission bearings are small to medium sized bearings, using bar stock generally less than 80 mm in diameter. As can be seen from Table 1, as the bearing performance increases, higher material properties are required, and therefore higher demands are placed on the metallurgical quality of the material (Table 2).
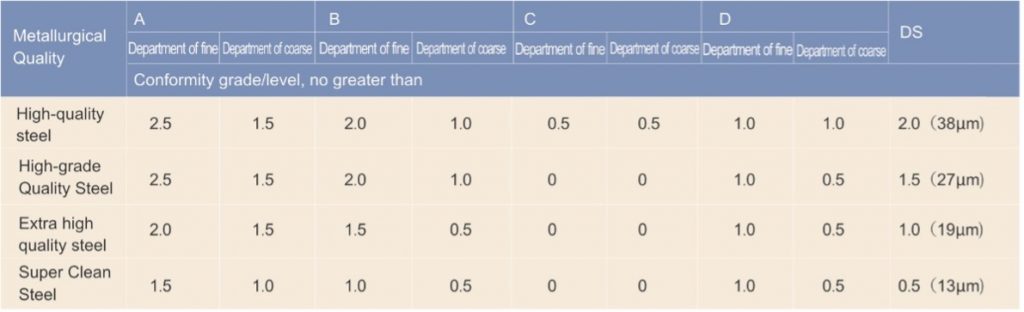
The bearings commonly used materials named GCr15 in China, according to the metallurgical quality is divided into high-quality bearing steel, high-grade quality bearing steel, extra high quality bearing steel, super clean bearing steel, see Table 3.

For high carbon rolling bearing steel bars, the three key technical indicators are as following:
Oxygen, titanium content and trace element content. Inclusion levels. Carbide homogeneity levels include reticulation, banding and liquid precipitation levels.。High-carbon chromium GCr15 bearing steel, according to GB/T 18254-2016 and GB/T 38885-2020 standards, with different metallurgical qualities, different oxygen and titanium contents and trace elements, see Table 4, inclusions level, carbide uniformity see
Table 5 and Table 6.


As can be seen from the above table, the metallurgical quality is different and the key material indicators are very different. When designing products, different levels of bearing materials need to be selected according to the bearing working conditions. New energy vehicle bearings should choose extra high quality bearing steel or super high clean bearing steel.
High standard bearing steel requires ultrasonic and eddy current or leakage magnetic flaw detection of steel rods to remove cracks in the heart and surface of the rods as required to improve the reliability of the bearings.
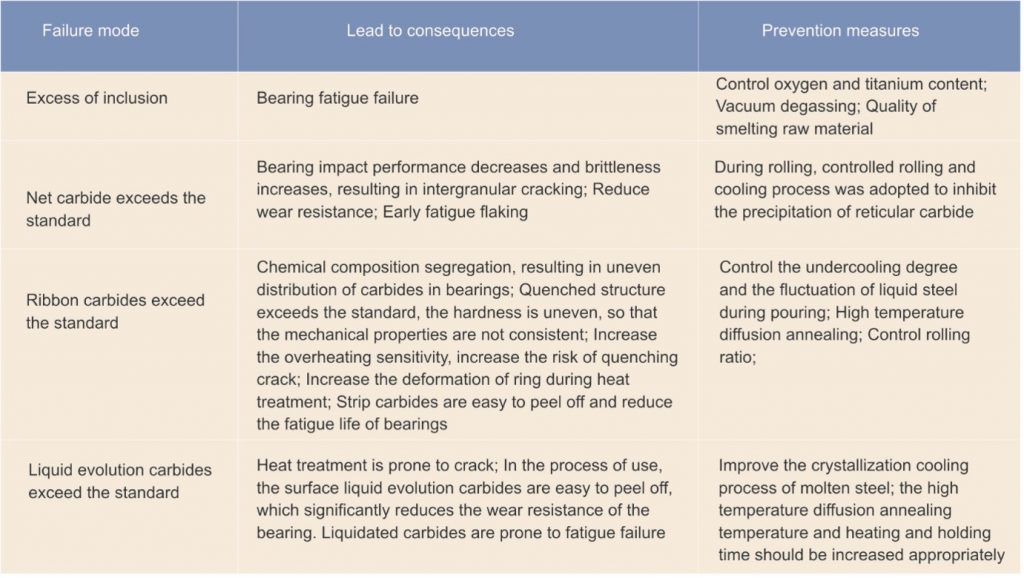
Material failure mode analysis, due to material causes bearing failure mode is shown in Table 7.
Heat treatment processing of new energy vehicle bearings includes two processes: bearing forging and heat treatment.
Quality control of new energy vehicle bearing forging
The three main quality problems of forging are overheating, over burning, folding, cracking and mixing.
The forging of new energy vehicle gearbox bearings mostly adopts medium frequency induction heating method, in order to avoid overheating and over-burning phenomenon, the standard configuration of medium frequency induction heating equipment: heating over-temperature alarm; three-way automatic sorting; medium frequency cooling water temperature, water pressure alarm; temperature to achieve closed-loop control; temperature measurement using infrared high temperature measuring instrument. Folding and cracking involve more factors; folding is often caused by burr press-in, cracking is related to process temperature control; mixing includes material mixing, furnace batch number mixing and model mixing, which is related to process management. The quality problems caused by forging are shown in Table 8.

Advanced processes for forging new energy vehicles
Near net forming technology is a combination of forging and cold rolling technology for the production of high-end metal ring parts, is an advanced blank manufacturing technology, rolling expansion at room temperature, not only high dimensional accuracy, saving raw materials, material saving rate can reach 15% ~ 30%, and the product quality intrinsic quality, raceway streamline distribution is reasonable, grain refinement as shown in Figure 2, bearing fatigue life increase in Table 9, the world’s leading bearing manufacturers have adopted this technology, while cold rolling technology has also been the focus of domestic bearing enterprises.


(2)Control technology of shape and properties.
Automation of forging to reduce human error and ensure consistency and stability of forging quality.
High-speed forging including automatic heating, automatic shearing, automatic transfer by robot, automatic forming, automatic punching and separation, realizing fast forging at speeds of up to 120 times/minute, suitable for forging of small and medium-sized bearings and automotive parts in large quantities.
Multi-station stepper beam: using hot-die forging equipment, in the same machine to complete the cake pressing, forming, separation, punching and other processes, between the process transfer using stepper beam, suitable for medium-sized bearing forging, production rate 10 ~ 15 times / min.
Robot instead of human: according to the forging process, multiple presses are connected and the product transfer between presses is carried out by robot, suitable for medium and large bearing or gear blank forging, with a production rate:4-8 times/min.
Manipulator instead of man: the transformation of the existing forging line, using simple manipulators instead of man, simple operation, low investment, suitable for small enterprises automation transformation.
Applied undergraduate colleges and universities are not research-based colleges and universities, but focus on the word “application”, which requires them to cultivate applied talents with high social adaptability and social competitiveness. The development of science and technology and the ever-changing needs of society require teachers to be able to update their knowledge base in their field of expertise and to have a certain level of applied research skills. Applied research skills are generally developed after teachers have joined the profession. Some younger teachers with less teaching experience have significantly less applied research skills. The survey shows that most young teachers write research and teaching research papers for the purpose of evaluating their titles, and some young teachers do not fully recognize the importance of applied research and teaching research, so it is difficult to improve their applied research skills.
(3)Controlled forging and controlled cooling technology.
Double “refinement”: precise temperature control to prevent overheating and over burning of the forging; refinement of the grain. Control the cooling rate after forging to prevent webbing (Figure 3), refine the organization and improve the fatigue life of the bearing.

(4)Protected atmosphere, waste heat utilization technology.
The work-blank size of the near net forming process is precise and the amount of processing is small. After high-speed forging, forgings must be spheroidized and annealed in a protective atmosphere to reduce the depleted carbon layer, high-speed forging forgings, the product depleted carbon in a protective atmosphere see Figure 4, Figure 5.


(5)Spheroidal annealing waste heat utilization technology.
Bearing steel 650 ℃ spheroid annealing is completed, from 650 ℃ cooling to 200 ℃ out of the furnace, the process curve, see Figure 6, usually this part of the heat is wasted, this part of the released heat will be used to heat just into the chamber of the room temperature cold material, so as to achieve energy saving purposes (Figure 7), energy consumption reached 150 ~ 160kW-h / t, than the traditional annealing energy saving up to 40% or more.


Advanced heat treatment process for new energy vehicle bearings
According to the new energy vehicle working conditions, the gearbox bearing needs to work under high speed, high load bearing, long life, low friction and low noise, at the same time the working environment of the bearing is relatively harsh, the bearing in the process of operation, there are a lot of metal debris in the gearbox, will form indentation in the bearing working surface, causing stress concentration and become a fatigue source. Therefore, the requirement of heat treatment after the product to get high hardness, high wear resistance, high toughness with the unique performance, especially the working surface. The hardness and toughness is a contradiction, high hardness is often accompanied by high brittleness, bearing design hope bearing working surface has a layer of hard, wear-resistant organization, improve the threshold value of crack sprouting, but also have high toughness, improve the crack expansion work, to prevent crack expansion.
Austenite is face-centered cubic structure, low hardness, high toughness, is the ideal organization to prevent the expansion of cracks, which can improve the fatigue life of the bearing, so in the surface to obtain high hardness, high wear resistance at the same time, hope to get high residual austenite organization, but the surface residual austenite content and will affect the surface hardness, and austenite is unstable phase, bearing work in the external force, a certain temperature, residual Austenite will decompose and transform into martensite. Because the transformation of martensite is not tempered, so there will be a risk of micro-cracking, while the transformation of residual austenite will cause changes in bearing dimensions, eventually leading to bearing failure, so too high residual austenite is also unfavorable, for this reason GB/T 34891-2016 standard stipulates that conventional tempering residual austenite is not more than 15%. But 15% residual austenite is not enough to improve the fatigue life of new energy gearbox bearings, the surface needs to get more than 20% residual austenite, in order to play a beneficial role in residual austenite, the requirements of residual austenite must be stable, and cannot affect the hardness, still need to ensure high wear resistance, which requires a special heat treatment process for the bearing surface – – Composite heat treatment surface modification technology.
(1) Bearing surface modification technology: in order to obtain long life, high reliability, maintenance-free high-performance bearings, in line with the working conditions of new energy transmission bearings, the need for full hardenability of high-carbon chromium bearing steel bearing ring surface for special heat treatment, that is, high-carbon chromium bearing steel carbon nitriding compound heat treatment.
(2) The influence of nitrogen on the expansion of the infiltration layer: carbon and nitrogen seepage, solid solution in austenite nitrogen will significantly reduce the Ac 1 temperature, (austenitic phase began to form), and make the co-precipitation point downward movement, expand the austenite area range, carbon, nitrogen into the matrix, both in the austenite solubility of each other, can be obtained in the bearing infiltration layer nitrogen-rich martensite, and the formation of nitride, carbon and nitrogen compounds new phase, greatly increasing wear resistance,. At the same time residual austenite increased significantly, due to the dissolution of nitrogen into the residual austenite stability also increased significantly.
(3) The effect of carbon and nitrogen seeping layer on bearing performance: ① improve the hardening of the common seeping layer, obtain nitrogen-rich (carbon) martensite, with better wear resistance; ② surface seeping layer to obtain a very high content of nitrogen-containing residual austenite, improve the ability to resist crack eruption and expansion, improve fatigue life; ③ nitrogen containing residual austenite improves stability; ④ obtain new phase organization, nitride, carbon and nitrogen compounds, further improve wear resistance; ⑤ Obtain a very high residual compressive stress, which can obtain a stable residual stress at higher temperatures.
(4) Main control technical indicators for high-carbon bearing steel carbonitriding: (1) depth of co-diffusion layer; (2) surface hardness, matrix hardness; (3) surface defects of the seep layer, voids, grain boundary oxidation, depleted carbon, flexural network; (4) surface free ferrite; (5) depth of carbide-free layer on the surface; (6) uniformity of the co-diffusion layer; (7) nitrogen content and carbon content of the seep layer; (8) size and shape of the carbide/carbon/nitrogen compound in the co-diffusion layer; (9) flexural level of the co-diffusion layer and core matrix; (10) martensite level of the co-diffusion layer and core matrix; (11) residual austenite content of the co-diffusion layer and core matrix. Levels; residual austenite content of the coextruded layer and the core matrix.
ConclusionHigh-carbon chromium rolling bearing steel bearing rings for surface carbonitriding compound heat treatment is an advanced heat treatment technology for bearings working under harsh working conditions, and also for bearings working under the trend of energy saving and miniaturization, which can significantly improve the fatigue life of bearings.
Author: by Mr. Wang Mingzhou – Zhejiang XCC Group Co., article from Forging & Stamping, No. 15, 2022





